精密孔系的高效加工方案与智能化设计探讨
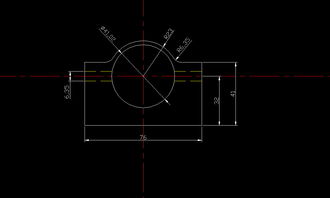
针对附图所示零件中带有严格公差要求(±0.025mm)的φ41.02大孔与两个φ6.35孔,并且φ6.35孔与φ41.02孔之间存在中心距偏差0.025mm的高精度要求,其加工工艺需遵循严谨、系统的方案。以下为推荐的加工流程与智能化设计思路。
一、 精密孔系加工工艺方案
考虑到尺寸精度、位置精度以及可能的批量要求,推荐采用分步、多工艺结合的加工路径。
- 工艺分析与基准确定:
- 必须明确和建立统一的工艺基准。通常以零件的某个精加工面或已加工出的一个高精度孔(如φ41.02孔)作为后续加工的基准,以确保位置精度的累积误差最小。
- 加工顺序应遵循“先主后次、先大后小、先基准后其他”的原则。建议先加工φ41.02大孔。
- φ41.02大孔(±0.025mm)加工:
- 粗加工:可采用钻削或立铣刀螺旋铣孔的方式去除大部分余量,单边留精加工余量约0.3-0.5mm。
- 半精加工与精加工:推荐使用铰削或精镗。对于φ41.02的非标准尺寸,定制高品质硬质合金铰刀或使用CNC精镗刀进行微调镗孔是保证尺寸公差最可靠的方法。在稳定的加工中心上,通过精准的刀补设定,完全可以达到±0.025mm的尺寸要求。过程需保证充分的冷却与排屑。
- 两个φ6.35小孔(±0.025mm)及其与φ41.02孔的位置度(0.025mm)加工:
- 这是本次加工的关键与难点。位置精度0.025mm要求极高,必须在一次装夹中完成所有孔的加工,以消除重复定位误差。
- 加工方法:
- 中心钻定位:先用中心钻在所有孔中心打出精准的引导孔。
- 钻削:使用φ6.2-φ6.3mm的优质硬质合金钻头进行预钻。
- 精加工:强烈推荐采用铰孔。使用φ6.35H7级的高精度铰刀进行最终加工。在刚性良好的数控机床(加工中心)上,利用机床本身的高定位精度(通常可达±0.005mm以内),通过精准的程序坐标控制,可以同时保证两个小孔的自身尺寸公差和它们相对于基准大孔的位置公差。
- 对于更高效或更硬材料的加工,也可考虑采用硬质合金立铣刀进行轮廓铣削(螺旋插补)成型小孔,但这对机床动态精度和刀具跳动要求极高。
- 设备与检测要求:
- 加工设备:必须使用高精度数控加工中心或数控铣床。机床的定位精度和重复定位精度应优于0.01mm。
- 检测:加工后需使用三坐标测量机(CMM)或高精度内径千分表、气动量仪等,同时对孔径尺寸和孔间位置度进行检测,确保符合图纸要求。
二、 智能化设备及配件的设计融合思路
将此类精密零件的加工融入智能化生产体系,可以大幅提升效率、稳定性和可追溯性。
- 智能工艺规划与仿真:在CAM软件中完成编程后,利用虚拟制造技术进行全过程仿真,优化刀具路径,提前预判并避免干涉、过切或精度风险。
- 自适应加工与在线测量:
- 为机床主轴集成无线测头,在加工前后对工件基准进行自动找正和测量,自动补偿工件装夹偏差。
- 在关键工步后(如精铰后),使用机床在线测头或专用孔径测量装置对孔尺寸进行即时检测,数据反馈至数控系统,实现刀具磨损的自动补偿(如调整刀补值),形成“加工-测量-补偿”的闭环控制,这是保证批量生产一致性的核心。
- 智能化刀具管理与状态监控:
- 为精铰刀、镗刀等关键刀具配备RFID芯片,记录其使用寿命、加工次数。系统可自动预警换刀。
- 通过主轴功率监控或声发射传感器,实时监测切削状态,发现异常(如崩刃、磨损加剧)立即报警或调整参数。
- 柔性夹具设计与数字孪生:
- 设计模块化、气动或液压自动定心的专用夹具,实现零件的快速、高重复精度装夹。夹具状态可被监控并与生产执行系统(MES)联动。
- 建立涵盖“机床-夹具-刀具-工件-工艺参数”的数字孪生模型,在虚拟环境中不断优化整个生产单元的效能,并将最优参数推送至物理设备。
- 数据集成与可追溯性:所有加工参数、检测数据、设备状态均自动上传至工厂云平台或MES系统。每个零件都有完整的“数字档案”,实现全过程质量追溯,为工艺持续优化提供数据支撑。
###
对于所述高精度孔系零件,在精密加工中心上,采用“一次装夹、钻-铰(或镗)”的工艺路线是可靠的选择。而融合在线测量、自适应补偿、智能监控等技术的智能化制造方案,则是实现该类零件高效、高质量、规模化生产的必然趋势。它不仅解决了当下的加工难题,更构建了面向未来的制造竞争力。